咨询电话: 400-755-6668 咨询电话: 400-755-6668
咨询电话: 400-755-6668 咨询电话: 400-755-6668 
 全国免费客服电话 15889600584
全国免费客服电话 15889600584 地址:深圳市罗湖区宝安北路3008号
电话:400-755-6668
手机:15889600584 周经理
邮箱:472983005@qq.com
发布时间:2019-10-17 08:18:26
红木家具之所以价值高,主要取决于型、材、艺、韵。一件上好的红木家具除了有好的材质和造型外,还必须要有科学严谨的制作工艺。自古以来,红木家具就拥有一套自成系统的家具制作工艺流程,流程中的每一个环节都非常讲究,制作工艺的好坏也是决定红木家具价值的重要因素。
红木家具是以手工制作为主的,而且制作工序非常繁琐,需要的周期比较长。它从原木到成品需要很多道工序,按工艺流程分为:干燥板材、木工工序、雕刻工序、打磨工序、组装工序和上蜡工序,每一个工序里又有若干个小的制作工艺。
流程一:干燥板材
在正式进入制作工序之前,首先要进行干燥板材,因为红木家具是一种纯实木家具,它的各个零部件都由实木制成,木料的水份含量直接关系到家具对季节变化的适应性,进而影响家具的品质。因此,木材的干燥就显得特别重要,如果干燥不当,在以后的零部件加工和装配过程中都会出现种种问题,而影响成品的质量,甚至在销售和使用中,木材干缩湿胀的特性,也会使家具的某些部位产生各种撑裂或变形。

工艺要点:1、买回来的原木不能直接进行干燥,要**行锯材。锯材时要根据所制家具的尺寸量体裁衣,长短搭配、综合利用,并且要注意木材纹理的方向。假如锯材时敷衍了事,就会造成严重浪费和材质搭配不当。
2、干燥一般分两阶段进行,首**行预干,预干一般采用自然气干,放在院内通过空气流动和水分蒸发来达到气干的目的,使红木的含水率降低到20%—30%之间。气干之后,再放入专门的红木干燥设备内进行干燥处理,要求干燥至水分含量在 8%—12%间。
流程二:木工工序板材干燥完成后,就可以进入正式的制作工序了。这一步是红木家具制作*主要的步骤,也就是红木家具制作厂家所说的木工工序。木工工序又分为以下6个步骤:
1、画设计图和列材料单
木工根据家具形状画出制作图,然后根据制作图计算并列出一个材料单,材料单中需要精确列出这件家具所需木材的数量和尺寸。
2、选料和开料
俗话说:“三分料,七分工”,一件红木家具选料的好与坏,直接影响家具的使用寿命和美观与否。选料和配料工序主要是根据家具制作的不同部位,选择合适的材料,一般要注意木材的纹理、颜色和用材的大小。
选好料后,先把白皮和两端不能用的残料截下来,然后根据料单的尺寸把截好的板材再次开料,开料时要顺着木材纹理的方向,并且力度要匀,以保证开出的料平整美观。
3、刨平
开料之后的木材需要进行刨平。刨平的时候一定要顺着木材纹理的方向进行平刨,并且用力要均匀。刨平加工好的精料要按照相同的规格码放在一起,避免存放时间过长,对精料产生挤压变形。
4、开榫凿眼
刨平后的精料就可以进行开榫凿眼。红木家具的各部件就是用榫卯结构连结的。榫卯结构是榫和卯的结合,是木件之间多与少、高与低、长与短之间的巧妙组合,可**地限制木件向各个方向的扭动,不会造成木材撑裂,较好地保证了家具的整体性,也大大提升了红木家具的内在品质。
每一个榫头和卯眼都有明确的固定锁紧功能,在整体装配时能**地分散家具的承重力,而且在家具的外表上根本看不见木材的横断面,只有凭借木材纹理的通断不同,才能看到榫卯之间的接缝。这些工艺精巧的榫卯结构,构成了硬木家具独特的工艺特色。
5、起线打圈
在完成开榫凿眼后就是起线打圆。现在,许多红木家具制作工厂都使用机器来起线打圆。起线是指将设计好的模板图案放在部件上,用笔将轮廓描绘出来,根据描出的边线,使用带锯机锯出高低起伏的轮廓来。打圆主要目的是让表面看上去更圆润,手感更舒适。
6、认榫
木工工序的*后一个步骤就是认榫。认榫是指将开好榫凿好眼的部件木料,组装成一个相对独立的结构部件单元,主要是检查榫卯是否大小合适、是否严谨,有没有歪斜或翘角等情况。
工艺重点:1、认榫时如果发现有歪斜或翘角情况,要及时进行调整,接口要严密,形状要规矩,不能出现四个角不在同一个平面之内的问题。
2、榫卯一般不求光洁,只需平整,要进行严口、净口的修整,确保每一个结构部件单元的表面都符合严格的尺度规定,榫与卯做到不紧不松。
流程三:雕刻工序
为了让红木家具看上去更美观,在木工工序完成之后一般都会用一些或简单或复杂的雕花来进行装饰,也就是行业中所说的雕刻纹饰。雕刻纹饰必须在“认榫”完成后进行,因为“认榫”时需要修整,如果先做好雕花再开榫,纹理很难保证雕花部件都在同一平面上,而此时为了保证雕花部件整齐划一,只有修改雕花才行,如果处理不好就会导致雕花部件作废,所以需在认榫后进行雕花装饰。
红木家具雕刻的形式*常见的有:平地雕、透雕、圆雕、镂雕、双面透雕、锦地浮雕、透空浮雕等。每一种形式所表现的内容有所不同,各有各的特点。应该说红木家具的全部工艺,雕刻工艺就占了一半以上。
红木家具中对手工雕刻的要求非常严格,在雕刻车间,每一名雕刻工在雕刻时都要集中精力,一旦刻错一刀,整张木板就没法修补了,对红木家具成品的质量影响很大。雕刻出的成品还要求:花根清晰,花形活泛如真非真,非真胜真,线脚一统,上下吻合,左右相称,凹凸有序,平光无疵等等,红木家具中木工工艺和雕刻工艺相结合,才能体现珠璧共辉、红花绿叶和异工同曲的效果。
雕刻步骤:1、根据要雕刻的内容画出设计图,然后把设计好的图案用胶水粘在需要雕刻的板面上,胶水晾干之后,再用铁夹子将板面固定在操作台上。
2、用打坯刀和锤子把图案的基本轮廓打出来,也就是行业中所说的“打头”,打头时要根据图案的线条粗细采用不同型号的打坯刀。
3、使用修光刀对图案进一步处理,这个过程又叫铲活儿,主要是将有棱角的地方修平,突出雕刻图案的线脚,对凹陷进去的部分加以铲平。
4、使用刮刀清底,使雕刻面更加光滑平整。
5、使用三角刀对那些需要做得非常细小的图案进行处理,行业术语叫“上细活儿”。
流程四:打磨工序
雕花以后的板材还需要将表面进行打磨处理,打磨是红木家具制作过程中一个重要步骤,打磨的好坏直接影响消费者对红木家具的第一印象。

打磨步骤:1、第一次主要是把雕刻的小部件打磨处理完毕。打磨时把砂纸卷成圆锥状,这样可以将板材的各个部位都能打磨到位,打磨的时候要用180号、240号、320号、600号、1500号不同的5种砂纸分别依次打磨多遍,目的是为了把家具表面打磨光滑,使用越来越细的砂纸打磨是为了把较粗砂纸痕迹磨掉。
另外,有些家具工厂为了达到更高的光滑和手感要求还有采用2500号、3500号砂纸精度打磨。
2、经过第一次打磨之后,各零部件又返回木工车间,由木工进行试组装。经过木工的试组装之后,木工要先对各个部位进行细致的检查,看各零部件之间的连接是否合适,榫卯结构是否严谨,整体是否协调,如果有不合适的地方就等拆分下来之后再进行修正,修正之后再次进行试组装检查。总之要做到各零部件连接紧凑、整体协调之后,再分拆下来做进一步的打磨。打磨后的家具表面要求平整和圆浑和顺,无水浪,手感无高低,目测无异样,所谓巧夺天工,精工细作,都在这里发挥。
工艺考究:在古代没有砂纸,匠人使用锉草打磨家具。锉草,又叫节节草、木贼、擦桌草。这种草草身带毛刺,秋天收割,晾干存好备用。使用时用温水浸泡就可以恢复直挺,毛刺**张开,用以家具部件表面打磨,尤其是对雕刻纹饰、线条的打磨。既保证了各部件的光滑、亮度,又不伤雕刻纹饰,是既天然又环保的打磨用料。
流程五:组装工序组装在木作行业里叫“攒活儿”,在小部件的组装中要用到一种叫“攒斗”的工艺,“攒斗”是行业术语,利用榫卯结构,将许多小木料拼成各种几何形纹样,可组成大面积的装饰板,这种工艺叫“攒”;用锼镂而成的小木料簇合成花纹叫“斗”。这两种工艺常结合使用这两种工艺常结合使用,所以叫“攒斗”,南方工匠称做“兜料”。
攒接工艺完美地体现了科学性和艺术性的结合。通过攒接工艺构成的几何装饰,有的用单纯的图形反复构成纹样,有的以单独纹样组成二方连续、四方连续等形式。常见的几何装饰有万字纹、十字纹、田字格、曲尺式、回纹式、上下凸连式、直连式、斜连式等。这些由传统式样运用细木作的“攒斗”工艺形成了特色的装饰语言。
流程六:上漆或打蜡工序
上漆或打蜡是红木家具制作工艺的*后一个流程,从古到今一直都没有失传的技术。
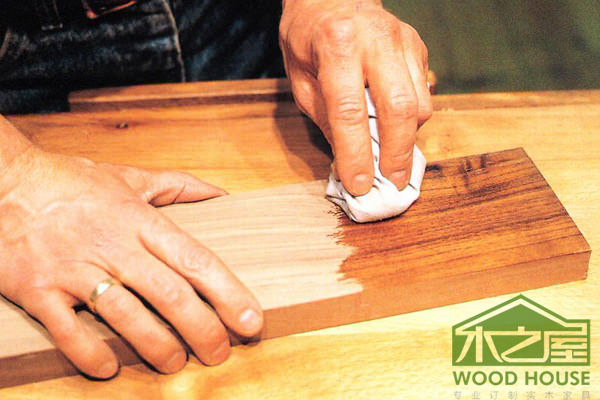
上蜡工艺要点:1、上蜡之前可以先在上面涂一层木器防爆剂,这样可以更好的锁住水分,然后在阴凉处放置一天。
2、晾干之后的部件用400号砂纸进行打磨,接着再用1000号砂进行打磨,打磨的目的是为了增加质感,家具会显得更亮更细腻。各个部位都要打磨到位,打磨完之后用刷子将浮尘刷掉,特别是凹进去的部位更要清理干净,然后用吹风机将表面吹干净。
3、选用质量较好的蜂蜡。上蜡时可以将蜂蜡放入铁桶内,然后放在火炉上加热,等蜂蜡溶化后,用软的纯棉布均匀地擦磨在部件表面上,擦磨的时候应用较大的力量反复进行,以保证蜡能很好地渗入部件。
4、上完蜡后放置一天,等蜡充分渗入木材后再进行打磨,再上一次蜡。
油漆的工艺要点:1、上漆工艺需要的时间较长,一般都是上好几次生漆,上一次漆阴干吹一次,整个过程下来至少需要15天左右的时间。
2、上漆时棉纱里的化学调和剂要适量,每个地方都要上到,不能遗漏。
3、在涂擦过程中不能在某一处停留,不能在做过的地方重做一边,那样会把那块整的很花,就不美观了,只有底部和顶部要多做一边,做的时候要由上向下做,有花板的地方先做。
4、上完等表面晾干后,用320好的砂纸先打磨一下看干的程度,如可以打磨就用400号的砂开始挑有雕刻的花板,平面的用320号打磨,打磨时不能用力打,那样会把做的那层固色剂打穿。
上一篇:我国实木家具行业概况及现状分析
下一篇:家具企业,请一起守护儿童健康成长
相关推荐
在线留言

在线咨询

销售热线
销售热线:15889600584